



引言
隨著我國經濟的發展,制漿造紙業已經成為我國工業經濟增長的重要支柱,早期的造紙機生產產量較低,對電控沒有太高要求,隨著造紙規模的擴大,對造紙機的產量及速度要求越來越高,從而對紙機配套電控系統的要求也越來越高。
本方案采用森蘭SB70G系列變頻器和西門子S7-200 PLC組成一套文化紙機傳動控制系統。通過可編程邏輯控制器(PLC)和變頻器之間的通信,控制傳動點的啟動、停止、增速、減速、緊紙等操作,由軟件自動實現負荷分配、速度鏈等功能,充分滿足造紙工藝及電控的需要。
1 紙機對電氣傳動控制系統的要求
1.1 該機結構簡圖如圖4所示。紙機為1760/250m/min長網多缸文化紙機,生產40~65g/m2高級文化用紙,穩態精度≤0.01%。
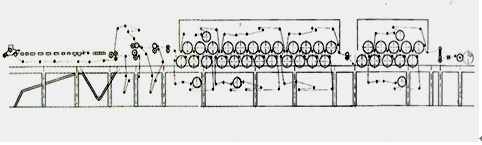
圖4 結構簡圖
1.2 為了能生產出質量標準較高的產品,紙機對電氣傳動系統提出如下的要求:
(1) 紙機工作速度要有較大的調節范圍,調節范圍為1:8;
(2) 車速要有較高的穩定裕度,總車速提升、下降要平穩。要求紙機穩速精度為±0.05~0.01%;
(3) 速差控制,速比可調、穩定。速差在一定范圍內變化不引起紙頁質量的突變,誤差應控制在0.1%以內。紙機各分部的速度必須是可以調節的,為±10~15%。
(4) 各分部傳動點具有速度微升、微降功能,同時在這些分部中,應具有單動、聯動功能,并可以同時起動、停止。
(5) 紙機為恒轉矩負載性質,要選擇具有恒轉矩控制性能的變頻器,并具有較高的分辨率,良好的通訊能力。
2 控制系統組成
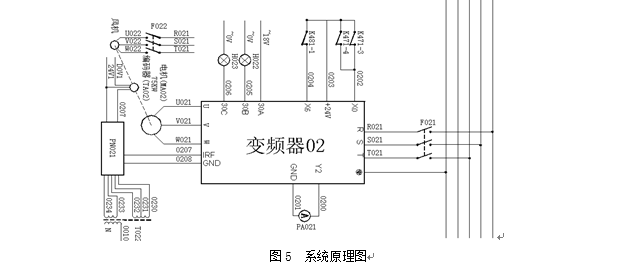
系統原理圖如圖5所示。該紙機傳動系統采用由S7-226小型PLC作為系統的控制中心;由森蘭SB70G系列變頻器為驅動單元,頻率分辨率為0.01Hz以上;變頻專用電機作為執行單元;歐姆龍PLC提供速度反饋信號,使紙機傳動在速度閉環運行,穩速精度達可達0.01%。由PLC通過西門子MODUBUS協議、RS485網絡與變頻器實現速度鏈功能、速差控制、負荷分配功能、總車速升、降、各分部點的速度升、降及緊紙、松紙等功能,較理想地滿足紙機正常工作的需求。
3 速度鏈設計及速差控制
速度鏈結構采用二叉樹數據結構算法,完成數據傳遞功能。首先對各傳動點位置進行數學抽象,確定速度鏈中各傳動點編號,此編號應與變頻器內部地址一致。然后根據二叉樹數據結構,然后根據二叉樹數據結構,確定各結點的上下、左或右編號。即任一傳動點由3個數據確定其在速度鏈中的位置,填入位置寄存器數值該傳動點速度給變頻器后,訪問位置寄存器,確定子寄存器結點號,若不為0,則對該經點進行相應處理,直到該鏈完全處理完;再查兄弟寄存器結點號,處理另一支鏈。
4 負荷分配設計
該紙機傳動結構上有柔性聯結的傳動點,烘缸部和壓榨部。它們之間不僅要求速度同步還需要負載率均衡,否則會造成一個傳動點由于過載而過流,而另一傳動點則由于被帶動而過壓,影響正常抄紙,甚至可能撕壞毛布,損壞變頻器、機械設備。因此這兩個傳動部分的傳動點之間需要負荷分配自動控制。
5 結語
森蘭SB70G系列變頻器具有很高的可靠性和和完善的功能實現,通過豐富的參數組態與PLC通過MODUBUS協議通訊協調工作,可滿足中、高速造紙機對傳動系統要求大速比變化、高穩態精度等控制性能的需要。





四川省成都市西航港經濟開發區空港二路1599號
電話:400-619-6968
傳真:028-85962488
郵箱:markd@dlhope.com
